Closed Loop Control of the Deep Drawing Process using a 3D-Servo-Press – Next Generation Deep Drawing Using Smart Observers, Closed-Loop Control, and 3D Servo Press
During this project, a close-loop controlled deep drawing process shall be realized. In contrast to previous approaches, no external actuators will be required. Instead, the additional degrees of freedom provided by a novel forming machine, the 3D servo press, are utilized to influence the process.
Instead of previous measured variables, such as flange draw in, low-cost and easier-to-install sensors and models are to be used to actively influence the deep drawing process.
Coordinator: Alexander Breunig M. Sc.
Funded by: DFG – German Research Foundation
Motivation
Deep drawing is an industrially very frequently used process for sheet metal forming. Current trends in the automotive industry, such as the use of higher-strength sheet metal, result in smaller process windows. Due to fluctuations in material properties, tribological parameters, or wear of tool components, the reduced process window poses the challenge of ensuring consistent product qualities. In order to nevertheless guarantee a robust process, research is being carried out to integrate the deep drawing process into a closed control loop. However, previous approaches are based on actuator technology integrated in the mold, which drastically increases the development effort and the associated costs.
Approach
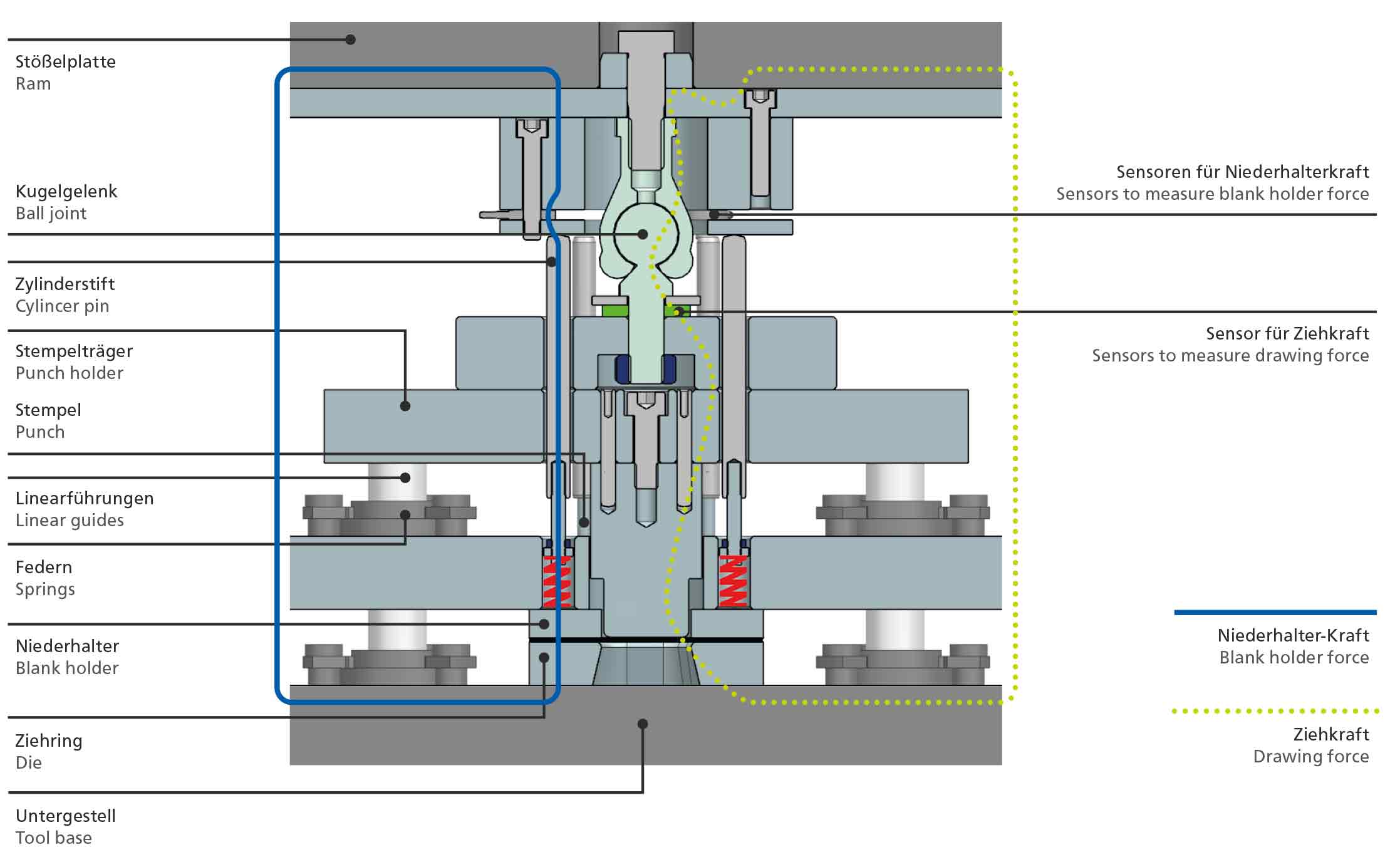
The 3D servo press offers two degrees of tilting freedom in addition to the vertical slide movement also found in conventional presses. The developed die concept can be seen in figure [1], and is constantly being further developed: Tilting the ram plate causes the cylindrical pins to be displaced vertically, which leads to compression of the springs underneath. In this way, locally different forces can be applied in the blankholder. The first results on this were already presented at NUMIFORM2019 and show an acute process improvement in the area of the fold boundary.
After the basic process influenceability was presented, different model-based control strategies were developed and investigated. The first control strategy makes use of the three force sensors in the hold-down: The position of the resulting force application point in the plane (“Center of Pressure”- CoP) is calculated from three individual forces. For the rotationally symmetrical components investigated, there should be a uniform pressure distribution on the component flange, which corresponds to a centered position of the CoP. An off-center position, which could be caused by a broken spring, for example, can be reliably detected and compensated for by the developed control system.
The second model-based control measures the tilt of the blankholder relative to the drawing ring – to ensure uniform contact, the blankholder should always rest evenly. This can be ensured by the tilting of the slide, with which product properties (wrinkling) can be directly controlled via the press.
Acknowledgement
This project is a cooperative project with the American University of New Hampshire and Ohio State University. It is funded on the German side by the German Research Foundation (DFG) within the project “NSF Application/Next Generation of Deep Drawing Processes by Using Smart Observers, Closed Loop Control and a 3D Servo Press” (Project Number: 386415239). On the American side, funding is provided by the National Science Foundation (NSF – Grant Number: 1727490).
Funded by
