NextGen Deep Drawing – Geregelter Tiefziehprozess auf einer 3DSP
Im Rahmen dieses Projektes soll ein geregelter Tiefziehprozess realisiert werden. Bisherige Lösungsansätze für die Regelung basieren in der Regel auf Aktoren welche im Werkzeug integriert werden, was zu einer deutlichen Erhöhung des finanziellen und zeitlichen Aufwands führt. Im vorliegenden Forschungsprojekt sollen deshalb die zusätzlichen Freiheitsgrade einer 3D-Servo-Presse zur Prozessbeeinflussung genutzt werden. An Stelle bisheriger Messgrößen, wie beispielsweise dem Flanscheinzug, sollen kostengünstige und einfach zu montierende Sensoren und Modelle verwendet werden, den Tiefziehprozess aktiv zu beeinflussen.
Projektverantwortlicher: Alexander Breunig M. Sc.
Förderlinie: Deutsche Forschungsgemeinschaft
Motivation
Tiefziehen ist ein industriell sehr häufig genutztes Verfahren zur Blechumformung. Durch aktuelle Trends in der Automobilindustrie, wie zum Beispiel die Nutzung höherfester Bleche, ergeben sich immer kleinere Prozessfenster. Aufgrund von Schwankungen der Materialeigenschaften, tribologischer Parameter, oder Verschleiß von Werkzeugkomponenten besteht durch das reduzierte Prozessfenster die Herausforderung gleichbleibende Produktqualitäten zu gewährleisten. Um dennoch einen robusten Prozess zu gewährleisten, wird daran geforscht den Tiefziehprozess in einen geschlossenen Regelkreis einzubinden. Jedoch beruhen die bisherigen Ansätze auf einer im Werkzeug integrierten Aktorik, was den Entwicklungsaufwand und die damit verbundenen Kosten drastisch erhöht.
Lösungsweg
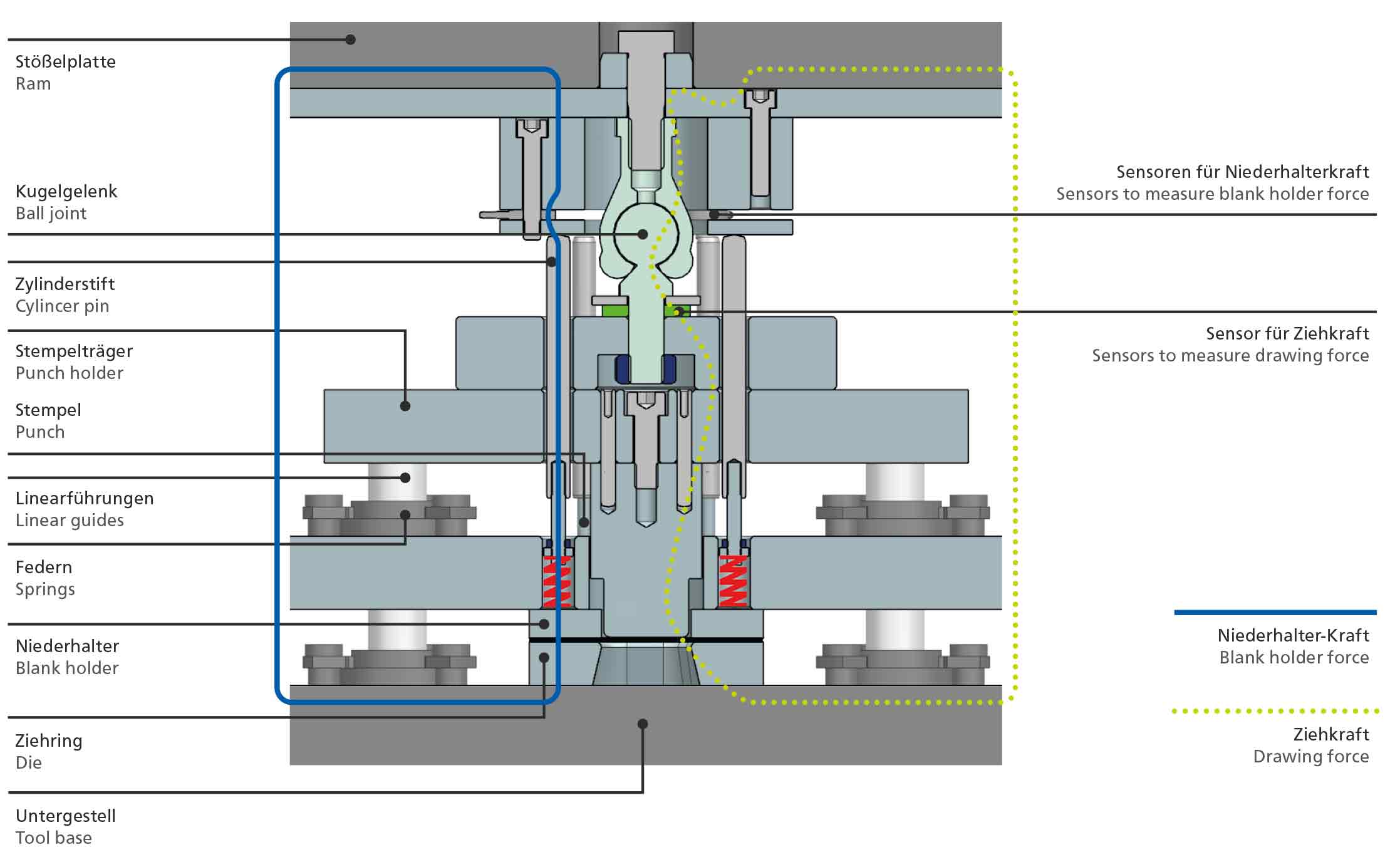
Die 3D-Servo-Presse bietet neben der vertikalen Stößelbewegung, wie sie auch bei konventionellen Pressen zu finden ist, zwei Kippfreiheitsgrade. Das erarbeitete Werkzeugkonzept ist in Abbildung [1] zu sehen, und wird stetig weiterentwickelt: Durch eine Verkippung der Stößelplatte werden die Zylinderstifte vertikal verschoben, was zu einer Kompression der darunterliegenden Federn führt. Auf diese Weise können lokal unterschiedliche Kräfte im Niederhalter aufgebracht werden. Die ersten Ergebnisse wurden hierzu bereits im Rahmen der NUMIFORM2019 vorgestellt und zeigen eine akute Prozessverbesserung im Bereich der Faltengrenze.
Nachdem die grundsätzliche Prozessbeeinflussbarkeit dargestellt war, wurden verschiedene modellbasierte Regelstrategien entwickelt und untersucht. Die erste Regelung macht sich die drei Kraftsensoren im Niederhalter zu Nutze: Aus drei Einzelkräften wird die Lage des resultierenden Kraftangriffspunktes in der Ebene („Center of Pressure“- CoP) berechnet. Für die untersuchten rotationssymmetrischen Bauteile sollte eine gleichmäßige Druckverteilung auf dem Bauteilflansch vorliegen, was einer mittigen Lage des CoP entspricht. Eine außermittige Lage wie sie z.B. durch den Bruch einer Feder entstehen könnte, kann durch die entwickelte Regelung zuverlässig detektiert und kompensiert werden.
Die zweite modellbasierte Regelung misst die Verkippung des Niederhalters relativ zum Ziehring. Um einen gleichmäßigen Kontakt zu gewährleisten, sollte der Niederhalter stets gleichmäßig aufliegen. Dies kann durch die Verkippung des Stößels gewährleistet werden, womit unmittelbar Produkteigenschaften (Faltenbildung) über die Presse geregelt werden können.
Danksagung
Dieses Projekt ist ein Kooperationsprojekt mit der amerikanischen University of New Hampshire und der Ohio State University. Es wird auf deutscher Seite von der Deutschen Forschungsgemeinschaft (DFG) innerhalb des Projektes „NSF-Antrag/Nächste Generation von Tiefziehprozessen durch Nutzung smarter Beobachter, geschlossener Regelkreise und einer 3D-Servo-Presse“ (Projektnummer: 386415239) gefördert. Auf amerikanischer Seite erfolgt eine Förderung durch die National Science Foundation (NSF – Award Number: 1727490).
Gefördert durch
