ConTRoll – Regler für das Profilrichten beim flexiblen T-Profil-Walzen
Im Fokus des Projektes steht die Entwicklung einer modellprädiktiven Regelungsstrategie, um Nebeneffekte bei flexiblen Umformprozessen inline kompensieren zu können und maßhaltige Bauteile zu fertigen. Die Regelung soll in der Lage sein, mit einer erhöhten Komplexität des Gesamtsystems und mit Totzeiten aufgrund der erschwerten Messbarkeit der Bauteileigenschaften im Umformprozess umzugehen. Dies soll am Beispiel des flexiblen T-Profil-Walzens zur Begradigung unerwünschter Profilkrümmungen erprobt werden. Ziel ist es, das neue Verfahren industrietauglich zu machen, den Automatisierungsgrad zu erhöhen und damit Stringer für Flugzeuge in Zukunft umweltfreundlicher und ressourcenschonender herzustellen.
Projektverantwortliche: Franziska Peukert M. Sc. (geb. Aign)
Laufzeit: Oktober 2024 – September 2026
Förderlinie: Zentrales Innovationsprogramm Mittelstand (ZIM) des Bundesministeriums für Wirtschaft und Klimaschutz (BMWK)
Motivation
Flexible Prozesse erlauben im Sinne des Leichtbaugedankens eine effizientere Materialausnutzung durch die Herstellung lastorientierter Bauteile. Die Umsetzung flexibler Umformprozesse und der dazugehörigen Maschinen basiert auf dem Hinzufügen angetriebener Freiheitsgrade für die Relativbewegung von Werkzeug und Werkstück. Durch die zusätzlichen Freiheitsgrade werden zum einen angepasste Steuerungs- und Regelungskonzepte notwendig, zum anderen können unerwünschte und variabel auftretende Nebeneffekte wie bspw. Profilfehler verursacht werden. Die Ursache der Profilfehler liegt in unbeabsichtigt eingebrachten Spannungsunterschieden im Bauteil, hervorgerufen durch die Geometrieänderung. Diese Nebeneffekte sollen im Rahmen des Projektes ebenfalls ausgeregelt werden, wodurch die Flexibilität von der Werkzeugbahn bis zum Endprodukt betrachtet wird. Die besonderen Herausforderungen bestehen darin, dass in der Umformtechnik Prozessfehler erst nachgelagert auftreten, Kräfte und Momente sowie Gerüstnachgiebigkeiten erhöht sind und die Messbarkeit der Bauteileigenschaften im Prozess erschwert ist.
Die Regelung soll am Beispiel des flexiblen T-Profilwalzens entwickelt werden, einem neuen Verfahren zum Walzen von Stringern in Flugzeugen. Beim flexiblen T-Profilwalzen werden über die Länge variable Materialstärken in ein T-Profil eingebracht. Abhängig von den flexiblen Dickenübergängen treten variierende Profilkrümmungen auf. Diese sollen inline gemessen und ausgeregelt werden, so dass gerade T-Profile entstehen. Das Ziel des Projektes ist die Entwicklung einer Regelung, welche auf einem zu entwickelnden analytischen Modell zur Vorhersage der Richtparameter und einem Messsystem zur Krümmungsmessung basiert.
Lösungsweg
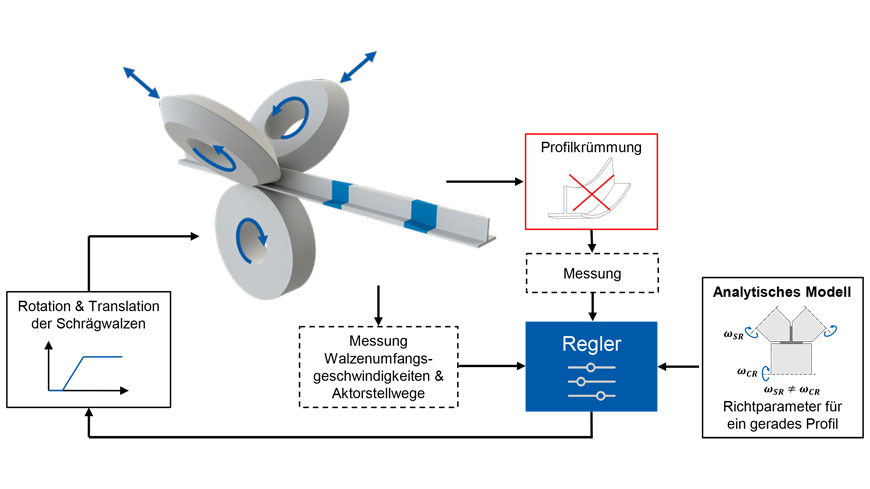
Im Fokus des Projektes steht die Entwicklung einer modellprädiktiven Regelung, um Nebeneffekte bei flexiblen Umformprozessen inline zu kompensieren und maßhaltige Bauteile zu fertigen. Dies soll am Beispiel des flexiblen T-Profilwalzens erprobt werden, um den neuen Prozess gleichzeitig industrietauglich zu machen und den Automatisierungsgrad zu erhöhen. Beim flexiblen T-Profilwalzen wird durch die variierenden Radien der Schrägwalzen eine inhomogene Längsdehnungsverteilung über den Profilquerschnitt eingebracht, die zu Profilkrümmungen führt. Die Krümmungen können durch unterschiedliche Winkelgeschwindigkeiten von Schräg- und Zylinderwalze gerichtet werden. Um die benötigten Richtparameter in Abhängigkeit der entstehenden Krümmung vorhersagen zu können, soll ein analytisches Modell entwickelt werden. Dafür sind numerische Simulationen durchzuführen und experimentell zu validieren.
Zudem ist die Anlage mit Sensoren auszustatten, um die Geradheitsabweichungen der Profile, die Walzenpositionen sowie die Walzenumfangsgeschwindigkeiten zu erfassen und in Echtzeit in die Antriebsbewegung rückzukoppeln. Aus der gemessenen Krümmung und dem vorgegebenen Dickenverlauf soll die benötigte Sollgeschwindigkeit zum Richten mithilfe des vom PtU zu entwickelnden analytischen Modells berechnet werden. Durch den Vergleich mit der aktuell gemessenen Walzenumfangsgeschwindigkeit soll diese im Anschluss geregelt werden. Dies ist zur Übersicht in Abbildung [1] dargestellt. Die Umsetzung der Regelung erfolgt durch den Projektpartner TriLogiX.
Danksagung
Das Projekt ConTRoll wird im Rahmen des Zentralen Innovationsprogramm Mittelstand (ZIM) durch das Bundesministerium für Wirtschaft und Klimaschutz (BMWK) gefördert. Zusätzlich gilt der Dank dem Projektpartner TriLogiX.
Gefördert durch
Projektpartner
