Multi-Cool – Robustifizierung mehrstufiger Umformprozesse durch aktive Kühlung
Die mehrstufige Kaltumformung komplexer Blechbauteile aus hochfesten Werkstoffen führt zu Temperaturerhöhungen über 100 °C, was die Einhaltung von Toleranzen erschwert. Konventionelle Werkzeugkühlungen sind begrenzt hinsichtlich ihrer Effizienz oder ihrer Erreichbarkeit von Hot Spots im Werkzeug. Eine additive Fertigung der Werkzeuge hingegen ermöglicht flexiblere Kühlkanäle nahe an Oberflächen, die temperiert werden sollen. Eine umfassende Analyse des thermischen Ausgangszustands der Werkzeuge dient der Entwicklung neuer Kühlkonzepte. Die Implementierung einer aktiven Kühlung verbessert die Prozessstabilität und reduziert den Ausschuss.
Projektverantwortlicher: Philipp Gehringer M. Sc.
Laufzeit: Oktober 2023 – September 2025
Förderlinie: Hessen Agentur
Motivation
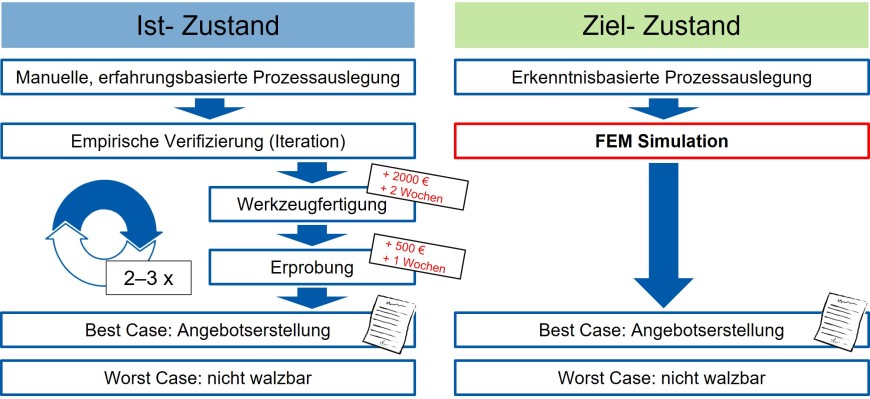
Das Tiefziehen ist ein zentrales Verfahren in der Blechverarbeitung, das es ermöglicht, komplexe dreidimensionale Bauteile herzustellen. Wenn die geometrische Komplexität eines Bauteils die Möglichkeiten eines einstufigen Tiefziehprozesses übersteigt, sind mehrstufige Umformschritte erforderlich. Diese umfassen nicht nur das Tiefziehen im Weiterzug, um die Ziehverhältnisse zu erhöhen, sondern auch die Kombination mit anderen Verfahren (siehe Abbildung 1). Dabei führt die Verarbeitung hochfester Materialien mit hohen Umformgraden zu signifikanten Temperaturerhöhungen in Werkzeugen und Werkstücken. Die Umformkräfte und die Reibkräfte, die während des Prozesses wirken, werden größtenteils in Wärmeenergie umgewandelt. Während der Fertigung können die Temperaturen der Bauteile auf bis zu 90-100 °C ansteigen, was die Einhaltung enger Toleranzen erschwert. Die Wärmeentwicklung wirkt sich negativ auf die Maßgenauigkeit der Werkzeuge aus, da der Wärmeausdehnungskoeffizient von Stahl bei Temperaturänderungen zu messbaren Verformungen führen kann. Um die steigenden Qualitätsanforderungen zu erfüllen und Ausschuss zu vermeiden, sind stabile, stationäre Prozesse notwendig. Die Herausforderung besteht darin, eine effektive Kühlung zu implementieren, die den spezifischen Qualitätsanforderungen der Bauteile gerecht wird. Um die Kühlung effizient zu gestalten, sind tiefere Analysen notwendig, um die Wechselwirkungen aller relevanten Faktoren zu verstehen und eine technisch sowie wirtschaftlich tragfähige Lösung zu entwickeln.
Lösungsweg
Das Projekt zielt auf die Entwicklung von Auslegungsmethoden und Herstellverfahren für gekühlte Werkzeuge in der mehrstufigen Kaltumformung ab. Durch ein vertieftes Verständnis der Temperaturentwicklung sollen Prozessstabilität und präzise Bauteilspezifikationen verbessert werden. Zunächst wird eine umfassende Analyse des thermischen Zustands ungekühlter Werkzeuge und der aktuellen Kühlkonfiguration durchgeführt. Ein thermomechanisch-gekoppeltes Simulationsmodell wird erstellt, um relevante Input-Parameter zu bestimmen. Experimente mit neu gefertigten Werkzeugteilen und Sensorik sollen die numerischen Ergebnisse validieren und die Temperaturverteilung über den Fertigungsprozess hinweg untersuchen. Ein Schwerpunkt liegt auf den Auswirkungen von Wärmeausdehnungen auf Bauteiltoleranzen, die durch geometrische Messungen erfasst werden. Parallel dazu untersucht FKM geeignete Materialien für Rapid Tooling, wie die Werkstoffe 1.2709, M789 hinsichtlich ihrer mechanischen und technischen Eigenschaften, wobei auch die Kompatibilität mit dem restlichen Werkzeug in Bezug auf Korrosion und Wärmeausdehnung berücksichtigt wird. Um diese Eigenschaften gezielt zu beeinflussen, werden geeignete Wärmebehandlungen und Beschichtungen evaluiert. Am PtU besteht zudem die Möglichkeit, Werkzeugoberflächen durch maschinelles Oberflächenhämmern (MOH) gezielt zu verfestigen. Die Entwicklung aktiver Kühlungssysteme soll Ressourcen effizient nutzen und technischen sowie wirtschaftlichen Anforderungen genügen. Konzepte zur Integration von Kühlkanälen in Werkzeugkomponenten werden erarbeitet, wobei die additive Fertigung innovative Lösungen ermöglicht. Zudem wird die Möglichkeit einer gezielten Bauteilkühlung während Transferphasen untersucht.
Danksagung
Die hier dargestellte Forschungsarbeit wird von der Hessen-Agentur unter der Projektnummer 1482/23-35 gefördert. Ferner bedanken wir uns bei den Industriepartnern: Werner Schmid GmbH sowie FKM, die das Forschungsprojekt „Robustifizierung mehrstufiger Umformprozesse durch aktive Kühlung“ unterstützten.
Gefördert durch
Projektpartner
