Multi-hot – Multi-stage (hot-)forming of high-strength aluminium alloys
In order to exploit the lightweight construction potential of high-strength aluminium alloys, temperature-supported forming processes are applied. The challenges associated with this are significantly complicated in the case of a multi-stage application due to heat transfers and continuously changing properties and boundary conditions. This is precisely the task addressed by the LOEWE 3 projects described below, which were and are being worked on as part of a dual PhD position with the Werner Schmid GmbH in Fulda.
Coordinator: Janosch Günzel M. Sc.
Duration: January 2018 – December 2022
Funded by: LOEWE 3
Motivation
High strength with low weight – these properties are combined in the aluminium alloys EN AW-6082 and -7075 which therefore have a high lightweight construction potential. Especially in mobility applications, this can lead to an increase in efficiency during operation. In addition, there are advantages in terms of utility, such as in the handling of an e-bike.
The broad, industrial use is limited by the low cold formability and the pronounced springback behaviour, which is why temperature-supported process routes are used. However, these are accompanied by associated process control with extensive peripherals and rising production costs. The whole thing becomes even more challenging when considering multi-stage forming processes, as they are required for the production of complex and high-precision components.
This is where these research projects come in and have set themselves the goal of taking a closer look not only at feasibility, but above all at robustness and economic implementation.
Approach
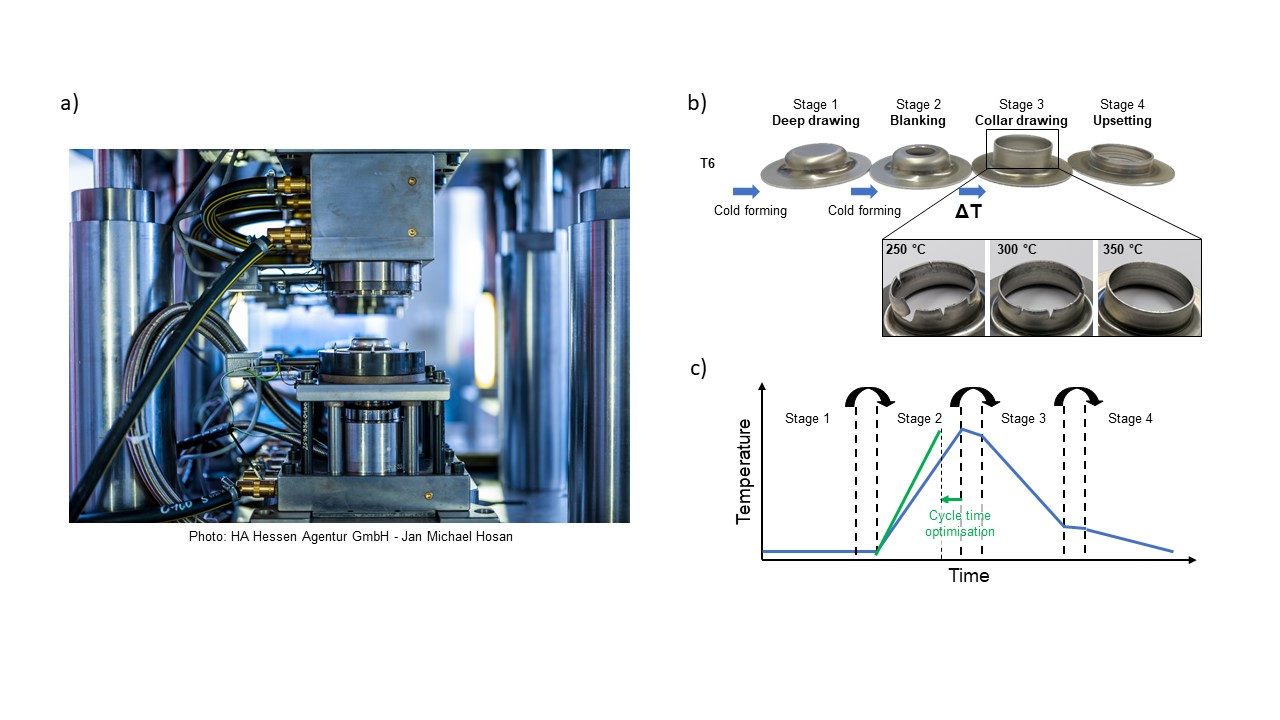
In a first project called WarmAp (hot forming of aluminium sheets for high-performance components of future mobility concepts), a four-stage process chain for the production of a demonstrator geometry and the associated tool were developed (cf. figure 1 a). This is characterised by temperature-controlled active parts, so that inline heating of the components in the tool is also possible. Based on this, the process limits of the individual tool stages (deep drawing, blanking, collar drawing and upsetting, cf. figure 1 b could be determined and made more robust in the second project RAmP (Robust forming of high-strength aluminium alloys through multi-dimensional process windows). This was realised, for example, through the use of a transfer system to ensure reproducible process conditions within this temperature-sensitive overall system or through tool adaptations. Combined with measurements of the temperature behaviour of the two aluminium alloys, it was possible to develop the overall process chain shown in Figure 1 c. This provides an inline heating of the components in stage 2 for the alloy EN AW-6082, so that the necessary formability for producing the demonstrator geometry is also guaranteed in the rear stages. In the final project phase PrositAl dual (securing the productivity of temperature-assisted aluminium forming processes through dual research and training), this process chain is now being optimised with regard to cycle times. For this purpose, detailed considerations of the heat transfers and process parameters will be carried out, to achieve a higher output and thus an economically feasible process chain for the multi-stage forming of high-strength aluminium alloys.
Acknowledgement
This project (HA project no. 548/17-30, 82/19-142 and 1269/21-170) is financed with funds of LOEWE – Landes-Offensive zur Entwicklung Wissenschaftlich-ökonomischer Exzellenz, Förderlinie 3: KMU-Verbundvorhaben (State Offensive for the Development of Scientific and Economic Excellence).
Furthermore, the institute of production engineering and forming machines would like to thank all participating institutes and industrial partners, especially Werner Schmid GmbH, for their support in carrying out this project.
Funded by
Project Partner
