Durch den definierten Aufprall zweier Fügepartner lässt sich ein Stoffschluss selbst zwischen artungleichen Werkstoffen realisieren. Die Realprozesse lassen sich jedoch kaum beobachten, wodurch die Mechanismen bis heute nicht vollständig verstanden sind. Während beim Sprengschweißen die Explosion die Beobachtbarkeit einschränkt, ist der Fügevorgang beim elektromagnetischen Pulsschweißen verfahrensbedingt stark transient.
Der institutseigene Modellversuchsstand ist daher entwickelt worden, um die grundlegenden Fügemechanismen des Kollisionsschweißens gezielt mit einer hohen Wiederholgenauigkeit untersuchen zu können. Dabei stehen einerseits eine einstellbare Variation einzelner Prozessparameter bei ansonsten konstanten Versuchsbedingungen und andererseits eine gute Prozessbeobachtbarkeit im Mittelpunkt.
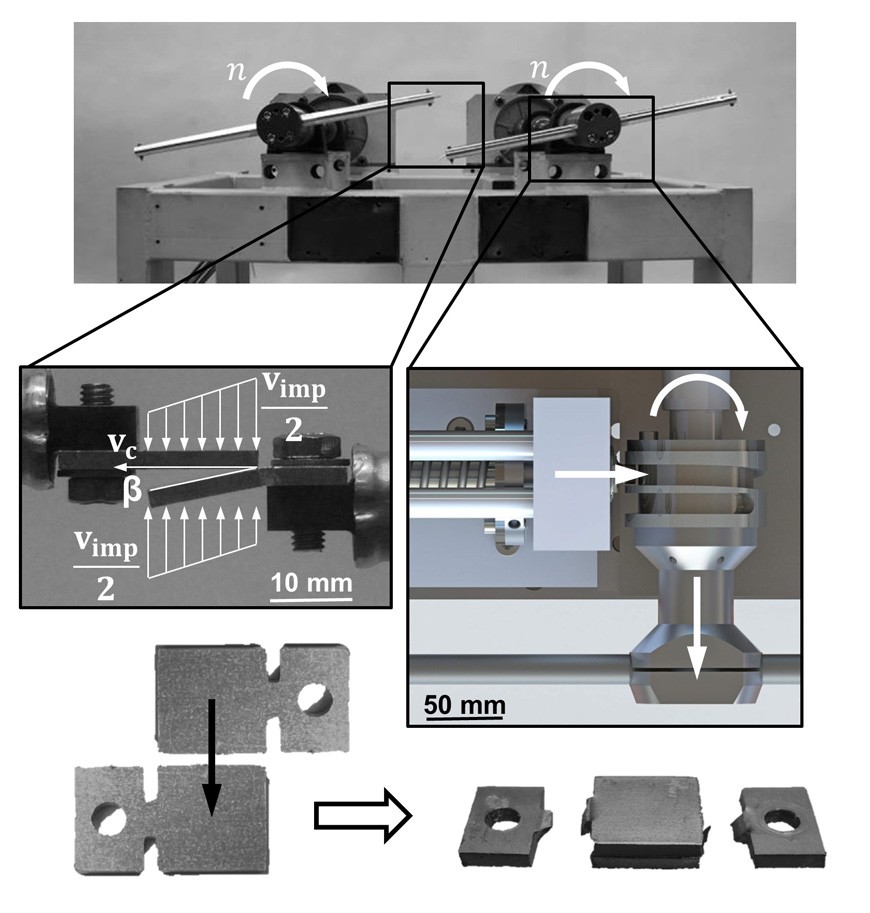
Funktionsprinzip
Zwei Proben werden rein mechanisch durch zwei umlaufende Rotoren beschleunigt und zur Kollision gebracht, wodurch der Schweißvorgang initiiert wird. Dabei starten die Rotoren zunächst um eine Probenbreite in axialer Richtung der Antriebswelle versetzt. Die Auslösung der Kollision erfolgt bei Erreichen der gewünschten Aufprallgeschwindigkeit durch das Eingreifen eines vorgespannten Stifts in eine an der Rotornabe angeschlossene Spiralnut. Dadurch wird der Rotor innerhalb von einer Umdrehung (bei 6000 U/min in 10 ms) in die Ebene des anderen geschoben.
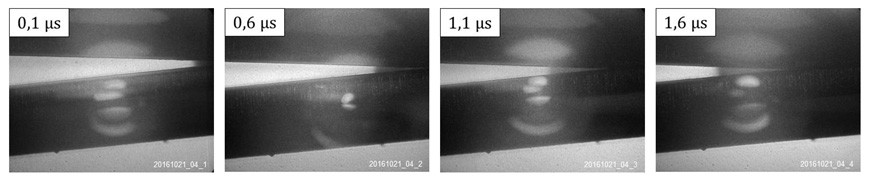
Kollision dauert bei Auftreffgeschwindigkeiten von bis zu 515 m/s nur wenige Mikrosekunden und werden mittels Hochgeschwindigkeitsaufnahmen einer Bildverstärkerkamera dokumentiert. Ein Long-Distance-Microscope-System bietet dabei eine hohe örtliche Auflösung des beobachteten Bereichs. Ein gepulster Diodenlaser stellt zudem eine ausreichende Beleuchtung sicher und ermöglicht sowohl Auflicht- als auch Durchlichtaufnahmen.
Technische Daten
- Zwei geregelte Synchronmotoren
- Antriebsleistung: 2 x 12 kW
- Winkelabweichung: max. 0,1°
