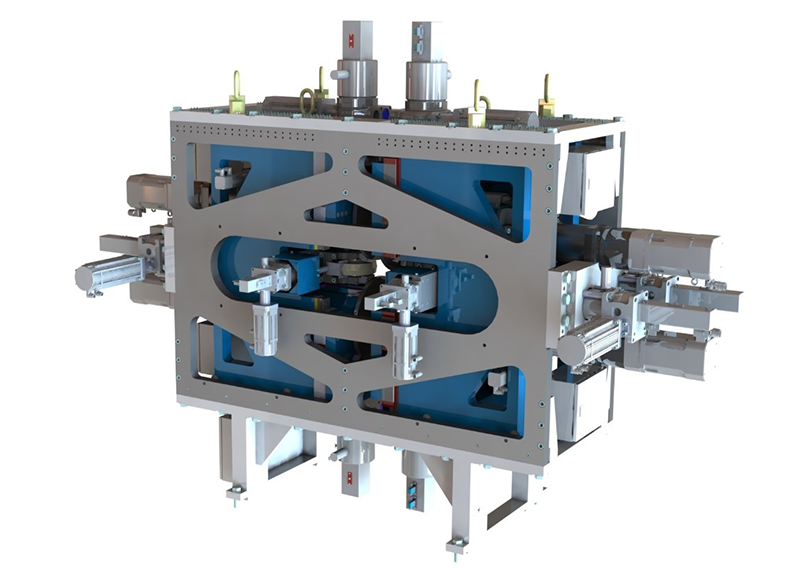
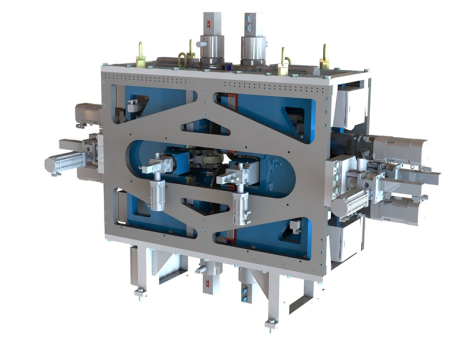
Im ersten Arbeitspaket TP 3.1 wird die automatisierte Spaltprofilieranlage konzipiert, entwickelt und konstruiert. Dabei werden Randbedingungen der Inline-Regelung und des automatisierten Rüstens betrachtet. Für die Funktion der automatisierten Spaltprofilieranlage müssen Hilfs- und Spaltwalzen in verschiedenen Freiheitsgraden aktorisch unter Beachtung einer möglichst hohen Gerüststeifigkeit verstellt und justiert werden. Weiterhin soll ein aktives Antriebs- und bidirektionales Vorschubkonzept vorgesehen werden. Zudem muss die für das Teilprojekt 5 „Digitalisierung und Prozesskettenautomatisierung“ benötigte Sensorik in dem mechanischen Aufbau der Spaltprofilieranlage berücksichtigt werden.
In Folge des Abschlusses der Konstruktion wird die Spaltprofilieranlage im TP 3.2 gefertigt und montiert. Dieses Arbeitspaket geht direkt in das nachfolgende TP 3.3 über. Hierbei erfolgt der mechanische Aufbau der Spaltprofilieranlage und die allgemeine Inbetriebnahme. Dabei wird die Sensorik, Aktorik und Regelung in die Gesamtanlage integriert.
Im Arbeitspaket TP 3.4 werden die Schnittstellen zum Inline-Biegegerüst und der System-Peripherie umgesetzt. Die Schnittstellen beziehen sich hierbei auf die mechanische Anbindung an die Spaltprofilieranlage, Integration der Sensorik, Aktorik und Regelung zur Verkettung einer Gesamtanlage. Das Spaltprofilbiegen muss direkt im Anschluss an den letzten Spaltprofilierstich angeschlossen werden. Aus Prozessfähigkeitsgründen ist eine möglichst nahe Anbindung an das Spaltprofiliergerüst notwendig.
Im fünften Arbeitspaket TP 3.5 wird die Datenbasis für die KI aufgebaut. Ziel hiervon ist eine experimentelle Sensitivitätsanalyse der Einflussparameter beim Spaltprofilieren durchzuführen. Die Daten der numerischen Sensitivitätsanalyse werden dabei experimentell validiert und Trainingsdaten für die KI erzeugt.
Im abschließenden Arbeitspaket TP 3.6 werden das Spaltprofilierwerkzeug und der Prozess optimiert. Die Themenschwerpunkte liegen hierbei auf der Weiterentwicklung zur Industrialisierung nach Projektende. Dabei werden Wechselwirkungen zwischen Werkzeug und Prozess untersucht. Weiterhin wird eine möglichst effiziente materialflusstechnische Einbindung in die Prozesskette industrieller Fertigungsabläufe betrachtet.
